A Technical Q&A on HICLOVER Waste Incinerators for Industrial and Medical Applications
A Technical Q&A on HICLOVER Waste Incinerators for Industrial and Medical Applications
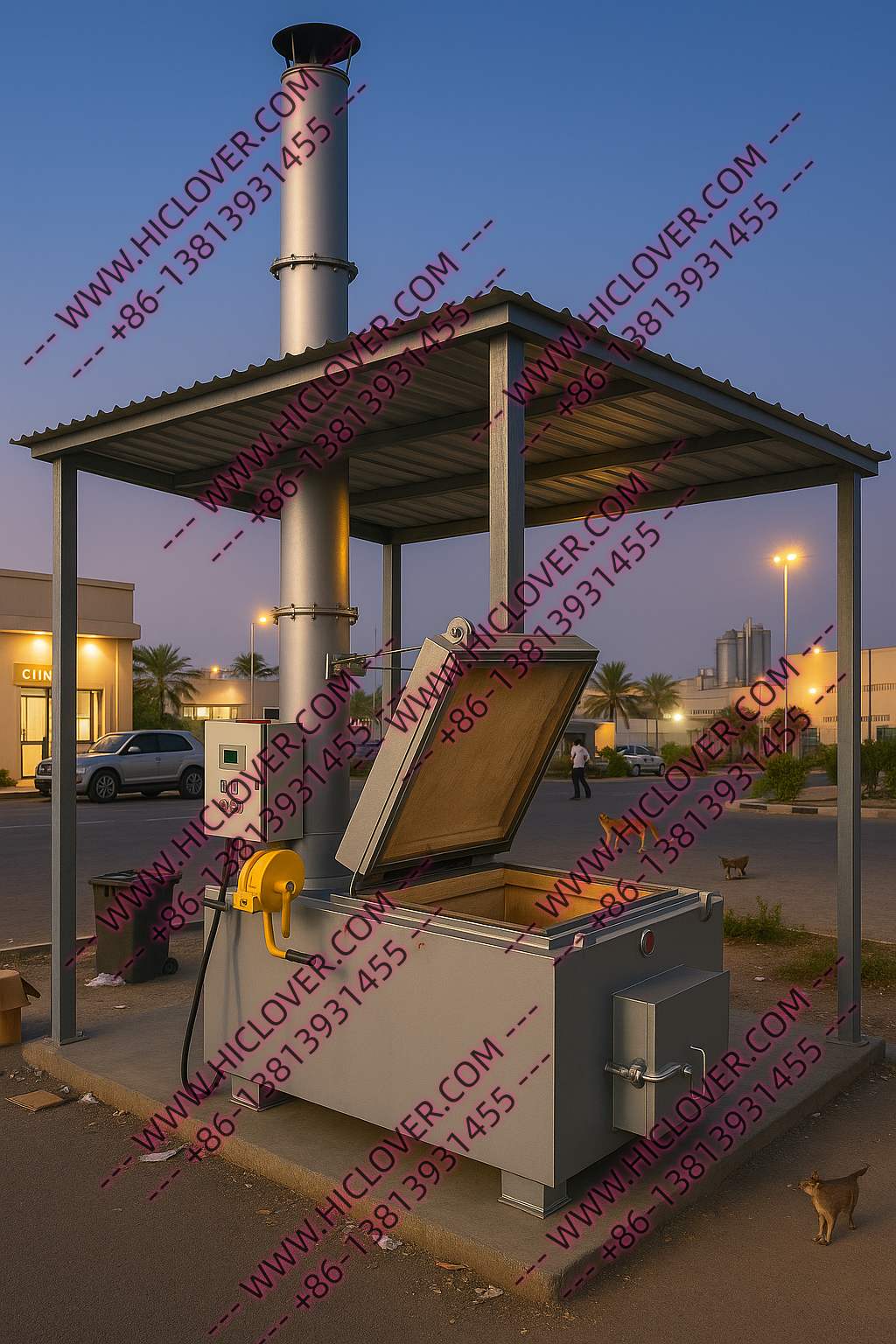
The engineering and deployment of modern waste incinerators require strict adherence to international emission standards and operational parameters. As a leading incinerator manufacturer in china, HICLOVER designs systems that address complex challenges, from achieving the technical temperature standards for medical waste incinerators to ensuring robust performance in remote locations. The core principle involves controlled high-temperature combustion, typically with a primary chamber operating at approximately 850°C and a secondary chamber exceeding 1100°C for a minimum gas retention time of two seconds. This dual-chamber design is fundamental to the complete destruction of hazardous compounds and pathogens, ensuring engineering reliability and environmental compliance for a wide range of waste streams, including clinical, industrial, and municipal solid waste. These systems are engineered for durability and efficiency, providing a critical solution for modern waste management infrastructure.
What are the fundamental combustion principles governing HICLOVER waste incinerators?
The operational efficacy of HICLOVER waste incinerators is predicated on the principle of controlled-air thermal oxidation. This process is meticulously managed across two distinct combustion zones to ensure complete waste destruction and minimization of harmful emissions. The design philosophy moves beyond simple combustion to a scientifically calibrated thermal treatment process.
Primary Combustion Chamber Mechanics
The primary chamber functions as the main gasification and combustion zone. Waste is loaded into this chamber, where it is subjected to temperatures ranging from 600°C to 850°C. This stage operates under sub-stoichiometric (starved-air) conditions, meaning the amount of oxygen supplied is intentionally limited. This controlled environment promotes the thermal breakdown and gasification of solid waste into a mixture of combustible gases (syngas), volatile organic compounds (VOCs), and solid ash residue. The primary burner, which can be fueled by diesel, LPG, or natural gas, initiates and sustains this process. The robust refractory lining within the chamber is engineered to withstand extreme thermal cycling and the corrosive nature of various waste types, ensuring long operational life. This initial stage is critical for reducing waste volume by up to 95% and converting the solid material into a gaseous form that can be more effectively treated in the next stage.
Secondary Combustion and Gas Retention
The volatile gases produced in the primary chamber are directed into a secondary combustion chamber, also known as the thermal oxidizer or afterburner. Here, the process shifts to an excess-air condition, where an abundance of oxygen is injected along with additional fuel to raise the temperature to a minimum of 1100°C. According to World Health Organization (WHO) and EU guidelines, these gases must be retained at this high temperature for a residence time of at least two seconds. This high-temperature, long-retention environment is crucial for the complete thermal oxidation of harmful constituents, including dioxins, furans, and other persistent organic pollutants (POPs). The two-second rule ensures that even the most resilient organic molecules are broken down into simpler, less harmful compounds like carbon dioxide, water vapor, and inert ash. The engineering of HICLOVER waste incinerators guarantees this critical parameter is met, which is fundamental to achieving environmental compliance. For a deeper understanding of this critical process, a review of technical literature is beneficial: